
(1) સૌ પ્રથમ, ઉચ્ચ ઉત્પાદનનો આંધળો પીછો કરવાનો અર્થ એ છે કે મશીનમાં એક જ કામગીરી અને નબળી અનુકૂલનક્ષમતા છે, અને ઉત્પાદનની ગુણવત્તામાં ઘટાડો અને ખામીના જોખમમાં વધારો થવા છતાં પણ. એકવાર બજાર બદલાઈ જાય, પછી મશીનને ફક્ત ઓછી કિંમતે જ હેન્ડલ કરી શકાય છે.
ઉત્પાદન, કામગીરી અને ગુણવત્તા બંને મેળવવાનું ઘણીવાર અશક્ય કેમ હોય છે? આપણે બધા જાણીએ છીએ કે ઉત્પાદન વધારવાના બે રસ્તા છે: ઝડપી ગતિ અને ફીડરની સંખ્યા વધારે. સ્વાભાવિક રીતે, ફીડરની સંખ્યા વધારવી એ પ્રાપ્ત કરવું સરળ લાગે છે.
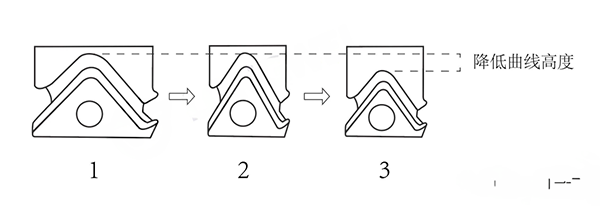
જોકે, જો ફીડરની સંખ્યામાં વધારો થશે તો શું થશે? નીચેના ચિત્રમાં બતાવ્યા પ્રમાણે:
ફીડરની સંખ્યા વધ્યા પછી,કેમની પહોળાઈસાંકડો થાય છે અને વળાંક ઢાળવાળો બને છે. જો વળાંક ખૂબ ઢાળવાળો હોય, તો સોય ગંભીર ઘસારો પેદા કરશે, તેથી વળાંકને સરળ બનાવવા માટે વળાંકની ઊંચાઈ ઓછી કરવી આવશ્યક છે.
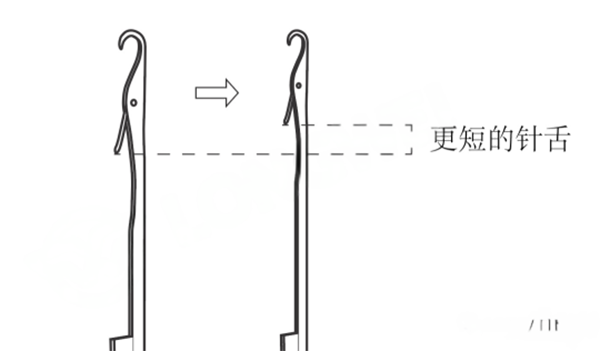
વળાંક ઓછો થયા પછી,સોયની ઊંચાઈનીચું થઈ જાય છે, અને લાંબી સોય લેચ ગૂંથણકામની સોય કોઇલ સંપૂર્ણપણે પાછળ હટી શકતી નથી, તેથી મશીન ફક્ત ટૂંકી સોય લેચની ગૂંથણકામની સોયનો ઉપયોગ કરી શકે છે.
તેમ છતાં, ઓછી કરી શકાય તેવી જગ્યા મર્યાદિત છે. તેથી, ઉચ્ચ ફીડર મશીનનો ખૂણાનો વળાંક હંમેશા પ્રમાણમાં ઊભો હોય છે. આનો અર્થ એ છે કે ટાંકાઓની ઘસારાની ગતિ પણ ઝડપી હશે.
સુતરાઉ યાર્ન બનાવતી વખતે અને લાઇક્રા ઉમેરતી વખતે ટૂંકી સોય લેચવાળી સોય ચલાવવાનું વધુ મુશ્કેલ બનશે.
સાંકડા ખૂણાના વળાંક અને ગૉઝ નોઝલની નાની જગ્યાને કારણે, મશીન માટે સમયની સ્થિતિને સમાયોજિત કરવી વધુ મુશ્કેલ છે. વિવિધ પરિબળો મશીનના એક જ ઉપયોગ તરફ દોરી જાય છે જેમાં ફીડરની સંખ્યા વધુ હોય છે અને અનુકૂલનક્ષમતા નબળી હોય છે.
(૨) ફીડરની સંખ્યા વધારે હોવાથી અને ઉત્પાદન વધારે હોવાથી વધારે નફો મળતો નથી.
ફીડરની સંખ્યા જેટલી વધારે હશે, મશીનનો પ્રતિકાર જેટલો વધારે હશે, તેટલો જ વીજ વપરાશ પણ વધારે હશે. દરેક વ્યક્તિ ઊર્જા સંરક્ષણના નિયમને સમજે છે.
ફીડરની સંખ્યા જેટલી વધારે હશે, મશીન એક જ વર્તુળમાં જેટલું વધારે ચાલશે, સોયના લેચનો ખુલવાનો અને બંધ થવાનો સમય તેટલો વધારે હશે, આવર્તન તેટલી ઝડપી હશે અને સોયનું જીવન ટૂંકું થશે. અને તે ગૂંથણકામની સોયની ગુણવત્તાનું પરીક્ષણ કરે છે.
સોય ખોલવાની અને બંધ થવાની આવર્તન જેટલી વધારે હશે, કાપડની સપાટી પર અસ્થિર પરિબળોની સંભાવના એટલી જ વધારે હશે અને જોખમ પણ એટલું જ વધારે હશે.
ઉદાહરણ તરીકે: ૯૬-ફીડર મશીનો સોયના કટારા ખોલવા અને બંધ કરવા માટે ૯૬ વખત, પ્રતિ મિનિટ ૧૫ વળાંક, ૨૪ કલાક ખોલવા અને બંધ કરવાનો સમય ચલાવે છે: ૯૬*૧૫*૬૦*૨૪=૨૦૭૩૬૦૦ વખત.
૧૫૮ ફીડર ધરાવતું આ મશીન સોયના કટારાને ૧૫૮ વખત ખોલવા અને બંધ કરવા, પ્રતિ મિનિટ ૧૫ વળાંક, ૨૪ કલાક ખોલવા અને બંધ કરવાના સમયનું વર્તુળ ચલાવે છે: ૧૫૮*૧૫*૬૦*૨૪=૩૪૧૨૮૦૦ વખત.
તેથી, ગૂંથણકામની સોયનો ઉપયોગ સમય વર્ષ-દર-વર્ષે ઓછો થાય છે.
(3) તેવી જ રીતે, પ્રતિકાર અને ઘર્ષણસિલિન્ડરપણ વધારે છે, અને આખા મશીનની ફોલ્ડિંગ ગતિ પણ ઝડપી છે.
આ કિસ્સામાં, જો પ્રોસેસિંગ ફીની ગણતરી સમય અથવા પરિભ્રમણ દ્વારા કરવામાં આવે છે, તો આ નુકસાનને સરભર કરવા માટે અનુરૂપ બહુવિધ પ્રોસેસિંગ ફી હોવી આવશ્યક છે. હકીકતમાં, જો તે ખૂબ જ તાત્કાલિક ઓર્ડર ન હોય, તો પ્રોસેસિંગ ફી ઘણીવાર ફીડરની સંખ્યા જેટલી કિંમત સુધી પહોંચી શકતી નથી.
વાસ્તવિક ઉચ્ચ ઉપજ જે પ્રાપ્ત કરવી જોઈએ તે ઉચ્ચ મશીન ચોકસાઈ અને ચોકસાઈ અને વધુ વાજબી ડિઝાઇનમાંથી આવે છે. ચાલતી વખતે મશીનને વધુ ઉર્જા-કાર્યક્ષમ બનાવો, કામગીરીને વધુ સ્થિર અને વિશ્વસનીય બનાવો, અને ગૂંથણકામની સોયની લાંબી સેવા જીવન મેળવવા માટે ઘસારો અને ઘર્ષણ ઓછું કરો. ફેબ્રિકની ગુણવત્તા સારી કરો અને બિનજરૂરી નુકસાન ઘટાડો.
પોસ્ટ સમય: જાન્યુઆરી-૧૯-૨૦૨૪