
જેક્વાર્ડ કૃત્રિમ ફરના ઉત્પાદનમાં ગૂંથણકામની સોયની દિશામાં અસમાન ફાઇબર ખાવાની સમસ્યા કેવી રીતે હલ કરવી?
જેક્વાર્ડ ગોળાકાર ગૂંથણકામ મશીનમાં, ફાઇબર લેવા માટે ગૂંથણકામની સોયને હૂક કર્યા પછી, ડોફર પર એક સર્પાકાર "ફાઇબર બેલ્ટ" બાકી રહે છે, જે કાર્ડિંગ હેડના નીચેના ભાગને અનુરૂપ છે જે સોય નથી. ધારો કે ગૂંથણકામની સોયનો આ ભાગ પણ હૂક કરવામાં આવ્યો છે અને ફાઇબર લેવામાં આવ્યો છે, ડોફરની સપાટી ખૂબ જ સ્વચ્છ હશે, ત્યાં કોઈ "ફાઇબર બેલ્ટ" નથી, તેથી જ્યાં સુધી આ "ફાઇબર બેલ્ટ" માં ફાઇબર ઉપાડવા માટે સોય હશે, ત્યાં સુધી તેમાં અન્ય ગૂંથણકામની સોય કરતાં વધુ રેસા હશે, અને તે વેલે દિશામાં દેખાશે. ફાઇબર અસમાન છે, તેથી ચાવી એ છે કે ડોફર પર રહેલા "ફાઇબર બેન્ડ" ને દૂર કરો. સફાઈ રોલરના નિરીક્ષણને મજબૂત બનાવો અને તેને સારી કાર્યકારી સ્થિતિમાં રાખો, અને રેખાંશ દિશામાં કોઈ અસમાન ફાઇબર ખાશે નહીં.
ફિનિશિંગ દરમિયાન એજ ટ્રીટમેન્ટ ઉપરાંત, શું સ્પાન્ડેક્સ જર્સીની કર્લિંગ સમસ્યાને હલ કરવાનો બીજો કોઈ રસ્તો છે?
હેમિંગ એ ગૂંથેલા કાપડની લાક્ષણિકતા છે, જે ગૂંથણકામ પ્રક્રિયા દરમિયાન યાર્ન વળાંક લીધા પછી યાર્ન તેના પોતાના આંતરિક તાણના પ્રભાવ હેઠળ સીધો થવાનો પ્રયાસ કરે છે તેના કારણે થાય છે. હેમિંગને અસર કરતા પરિબળોમાં ફેબ્રિકનું માળખું, યાર્ન ટ્વિસ્ટ, યાર્ન રેખીય ઘનતા, લૂપ લંબાઈ, યાર્ન સ્થિતિસ્થાપકતા વગેરેનો સમાવેશ થાય છે. કર્લિંગને દૂર કરવાના બે રસ્તાઓ છે: એક ઉચ્ચ-તાપમાન આકાર દ્વારા યાર્નના આંતરિક તાણને દૂર કરવાનો છે; બીજો યાર્નના આંતરિક તાણનો સામનો કરવા માટે ફેબ્રિક માળખાનો ઉપયોગ કરવાનો છે.
સિંગલ જર્સી એક બાજુનું ફેબ્રિક છે, તેનું કર્લિંગ સહજ છે, સ્પાન્ડેક્સ યાર્ન ઉમેર્યા પછી, કર્લિંગની ડિગ્રી મજબૂત બને છે, અને કારણ કે સ્પાન્ડેક્સ ઊંચા તાપમાને પ્રતિરોધક નથી, તેનું સેટિંગ તાપમાન અને સમય મર્યાદિત છે, તેથી તેને સેટ કરીને સેટ કરી શકાતું નથી. યાર્નનો આંતરિક તાણ સારી રીતે મુક્ત થાય છે, અને ફિનિશ્ડ ફેબ્રિકમાં હજુ પણ ચોક્કસ ડિગ્રી કર્લિંગ રહેશે, અને કદ ફિનિશિંગ પ્રક્રિયામાં અનિવાર્ય માપ બની જશે.
જોકે, વણાટ પ્રક્રિયામાં, ફેબ્રિકના કર્લિંગને દૂર કરવા અથવા ઘટાડવા માટે ફેબ્રિક સ્ટ્રક્ચરમાં ફેરફારનો ઉપયોગ પણ થઈ શકે છે. ઉદાહરણ તરીકે, સિંગલ-સાઇડેડ પિક મેશ સ્ટ્રક્ચરમાં હેમિંગ પ્રોપર્ટી હોતી નથી, તેથી જર્સી હેમિંગની સમસ્યાને ઉકેલવા માટે ફેબ્રિક ઓપનિંગ લાઇનની બંને બાજુએ 2 સેમીની અંદર મેશ સ્ટ્રક્ચર ગૂંથાઈ શકે છે. ગૂંથણકામ પ્રક્રિયા નીચે મુજબ છે.
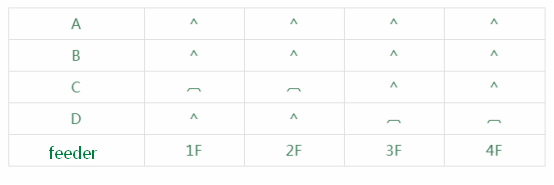
ગૂંથણકામની સોય ગોઠવણી: ગૂંથણકામની સોય AB…ABABCDCDCD…CDCDCDABAB…AB ના ક્રમમાં ગોઠવાયેલી હોય છે, અને CD ગૂંથણકામની સોયની સ્થિતિ ખુલ્લી પહોળાઈની રેખાની બંને બાજુએ જાળીદાર રચના છે.
કેમ ગોઠવણી: લૂપમાં 4 રીતો, અને કેમ ગોઠવણી નીચેના ચાર્ટમાં બતાવવામાં આવી છે.
પોસ્ટ સમય: સપ્ટેમ્બર-૦૮-૨૦૨૧